



 English
English عربى
عربى Español
Español Français
Français
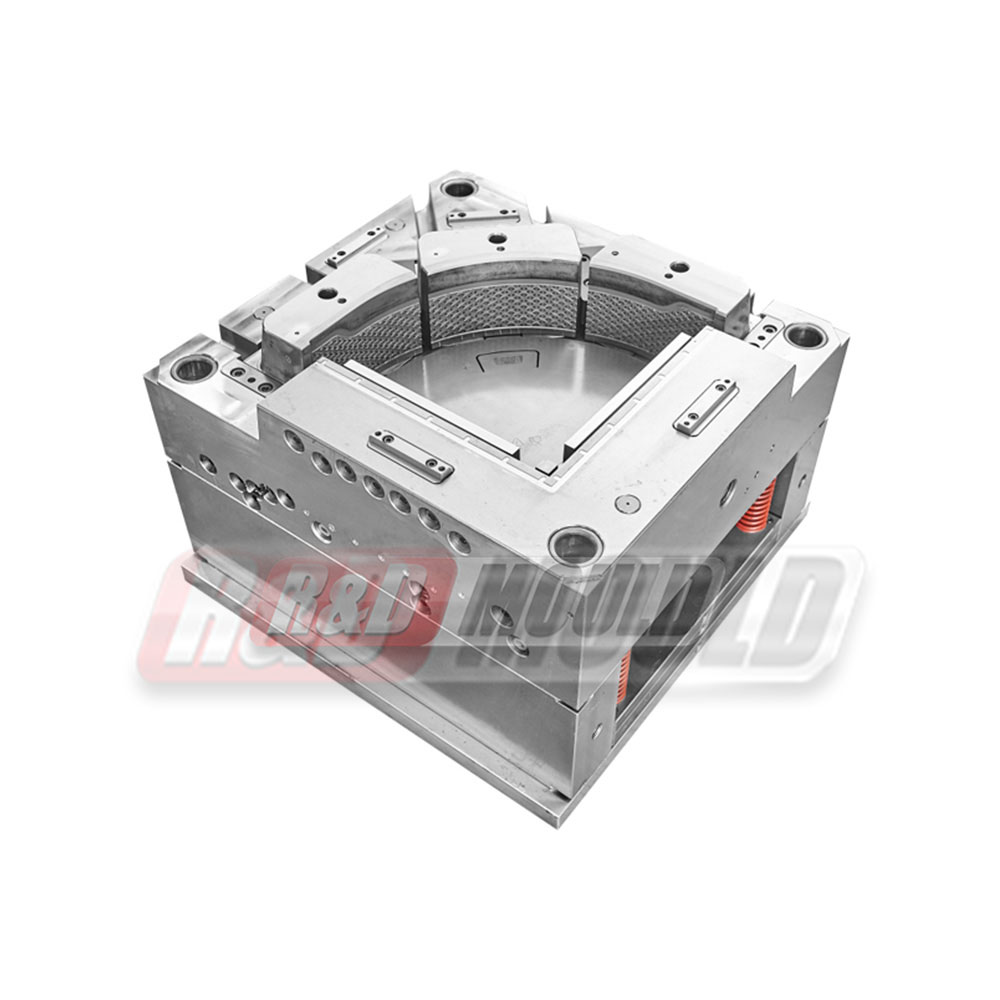

| Nom du produit | Moule à crémaillère |
| Matériau du produit | PP |
| Matériau du moule | 718H |
| Cavité du moule | 1 |
| Type de coureur | 2 conseils pour les canaux chauds |
| Garantie de durée de vie du moule | 500 000 tirs |
| Temps de fabrication (jour) | 50 jours |
| Démoulage | Entièrement automatique |
R&D Mold a 18 ans d'expérience dans la fabrication de moules à tiroirs, de moules à rack, de moules d'étagères, de moules d'organisation de différentes formes et tailles.
Le matériau de la cavité centrale est généralement utilisé : P20 (1.2311), H13, 718H, 2738...
Base de moule : base de moule standard Long Kee,
Composants du moule : pièces standard DME/HASCO.
Traitement de surface : selon les exigences du produit, y compris la texture de la peau, le polissage ;
Options de canal : 1. Canal froid 2. Canal chaud 3. Canal chaud de canal froid
Nous proposons les solutions suivantes à nos clients en matière de développement de produits. Comme suit:
1. Les clients ont un plan approximatif de chaises en plastique et des dessins simples. Nos ingénieurs de conception professionnels seront conçus selon les idées du client, prendront 3 à 5 jours ouvrables pour terminer la conception du produit et seront livrés au client pour confirmation.
2. Selon les demandes des clients, nous proposons jusqu'à 20 photos de chaises sélectionnées par le client, notamment une chaise PC, des chaises de plage, des chaises pliantes, des chaises pour enfants, etc.
3. Si les clients fournissent des dessins de conception ou des échantillons, nous produirons selon l'échantillon, contrôlerons strictement la taille et ferons exactement la même chose.






