English
English عربى
عربى Español
Español Français
Français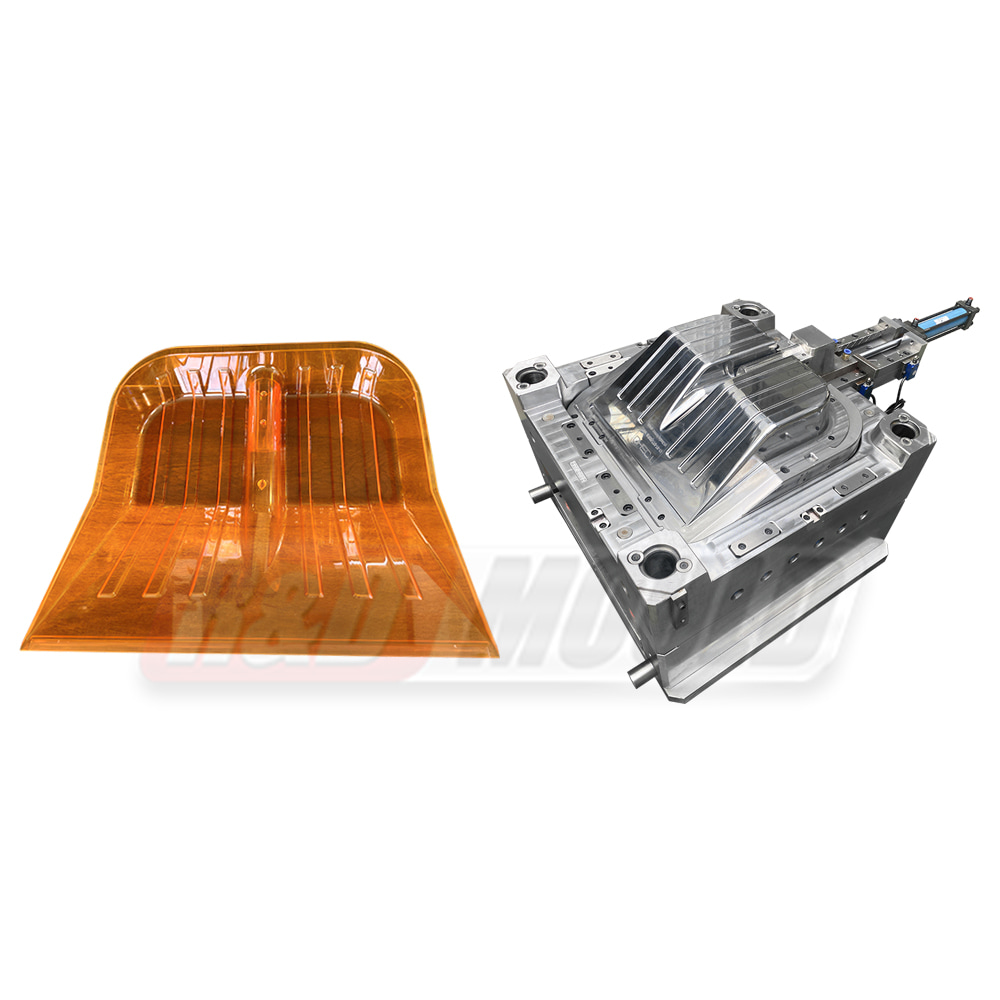


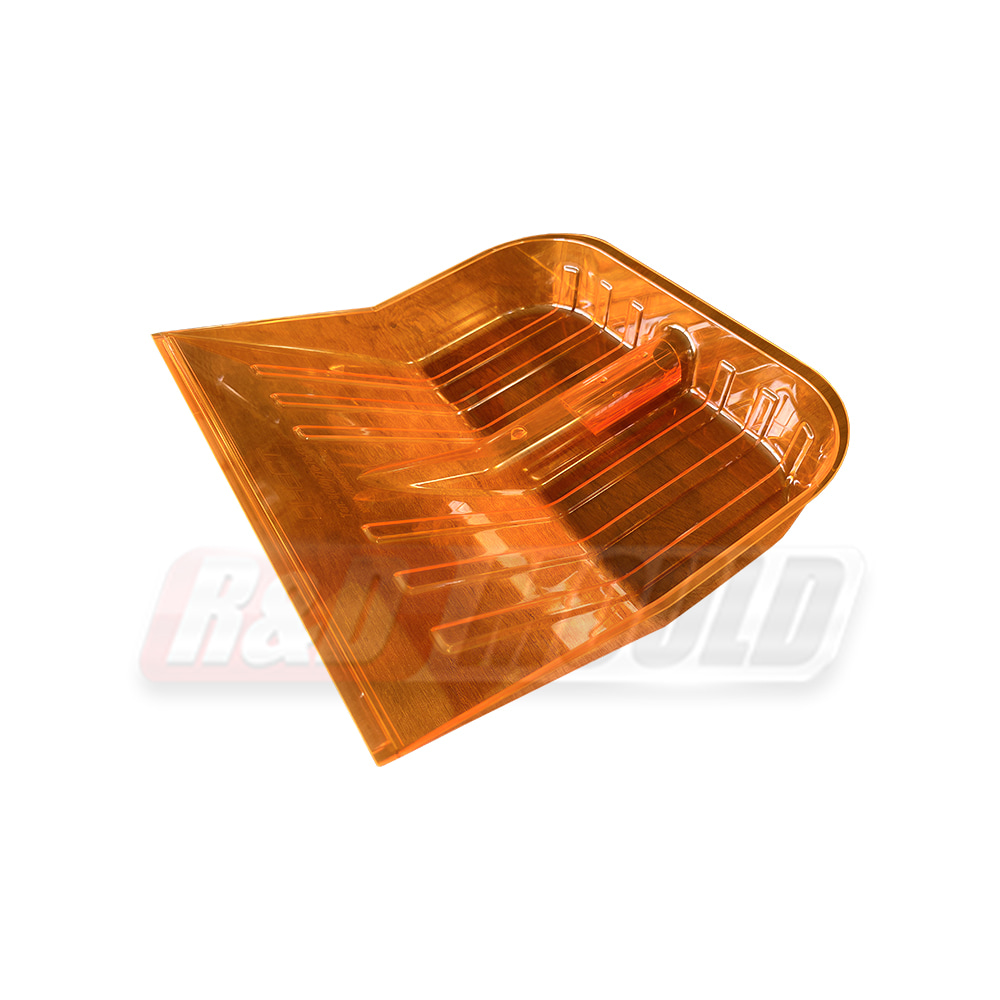
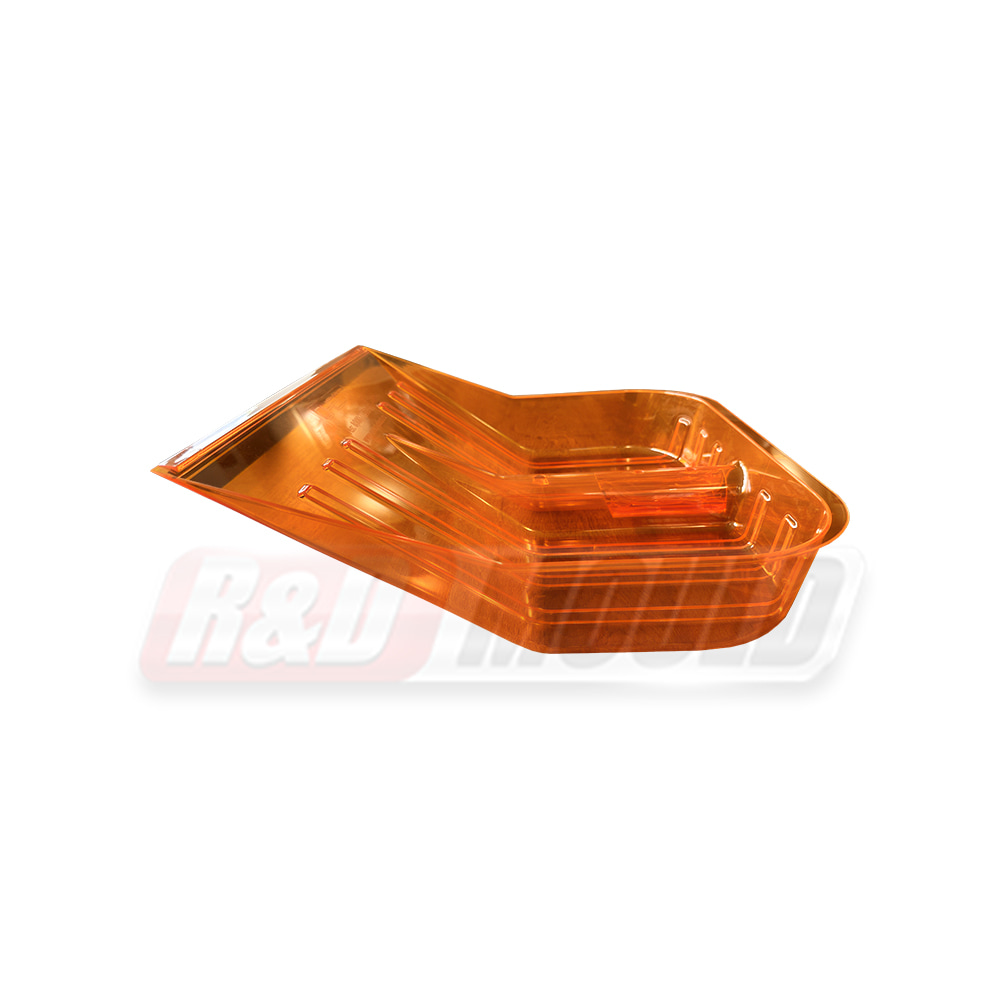

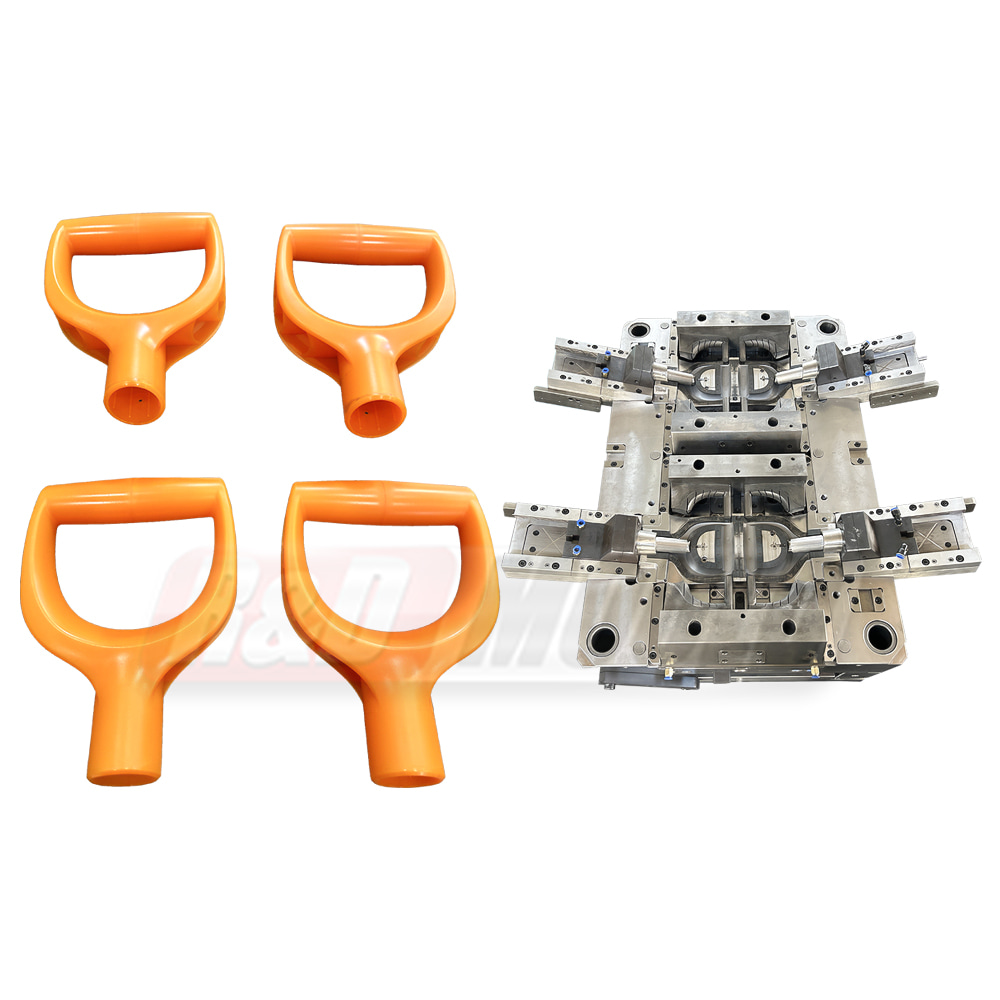
| Nom du produit | Moule à pelle à neige |
| Matériau du produit | PC |
| Matériau du moule | S136 |
| Cavité du moule | 1 |
| Type de coureur | Coureur froid |
| Garantie de durée de vie du moule | 1 000 000 tirs |
| Temps de fabrication (jour) | 55 jours |
| Démoulage | Entièrement automatique |
R&D Mold a 18 ans d'expérience dans la fabrication de moules de pelle en plastique, de moules de pelle agricole, de moules de pelle à neige de différentes formes et tailles.
Le matériau de la cavité centrale est généralement utilisé : P20 (1.2311), H13, 718H, 2738...
Base de moule : base de moule standard Long Kee,
Composants du moule : pièces standard DME/HASCO.
Traitement de surface : selon les exigences du produit, y compris la texture de la peau, le polissage ;
Options de canal : 1. Canal froid 2. Canal chaud 3. Canal chaud de canal froid
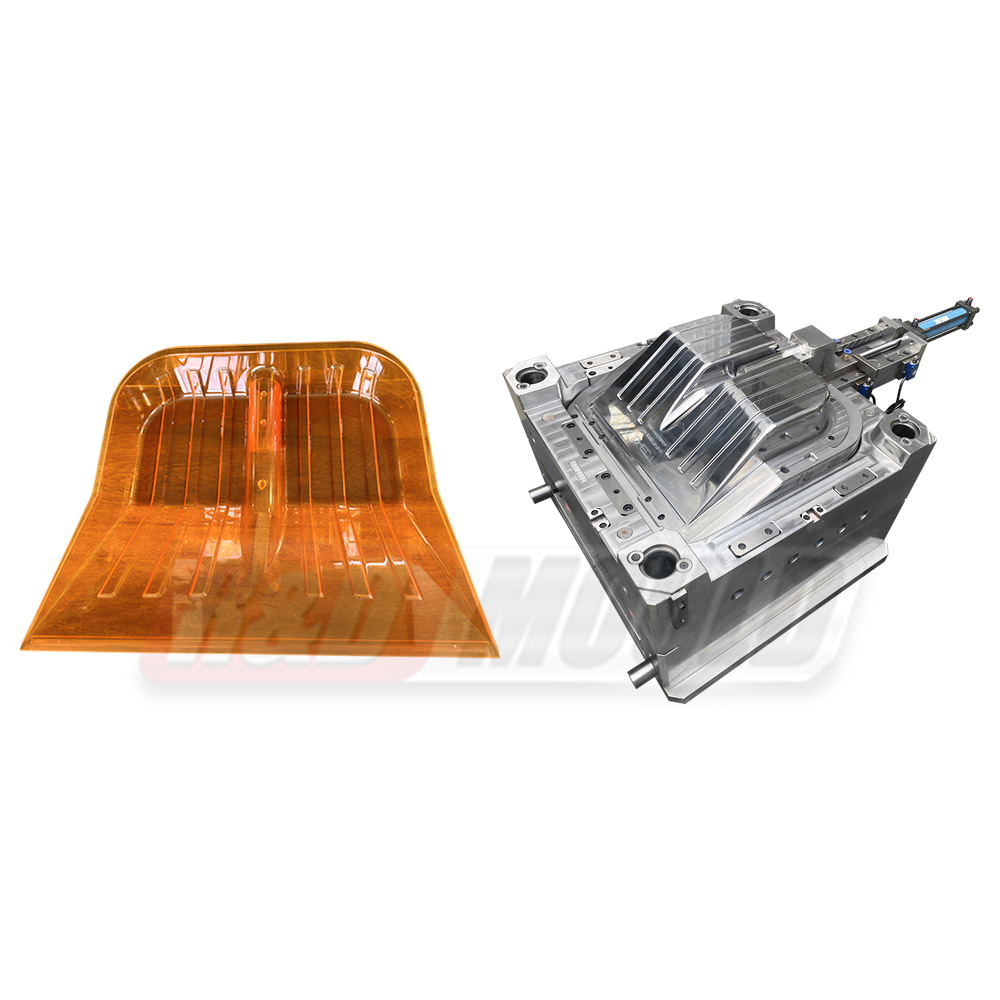
1. La conception professionnelle du moule à seau est le principe d’un bon moule à seau.
Surtout pour la conception du système de refroidissement, dans notre entreprise, nous avons le système de refroidissement conçu dans le noyau, le curseur, le décapant et la cavité.
Pour le noyau du moule du seau de peinture, concevez le canal de refroidissement à 15 mm sous la surface de moulage. Et le diamètre du canal de refroidissement du moule du seau de peinture doit être supérieur à 12 mm, afin que l'eau puisse s'écouler sans problème dans le canal tout en évacuant la chaleur dans le noyau. .
Pour la cavité du moule du seau de peinture, la conception du système de refroidissement près de la zone de pointe des canaux chauds est très importante, cette zone est très sensible. Un mauvais système de refroidissement influencera directement le temps de cycle du godet et son aspect extérieur.
2. Une sélection d'acier bonne et appropriée pour le moule à seau est très importante.
Pour fabriquer un moule pour seau de peinture de haute qualité, nous devons choisir un acier approprié pour le moule pour seau.
Normalement, pour une durée de vie du moule d'un seau de peinture de 1 million, nous vous suggérons de choisir 2738 pour l'acier de la cavité et du noyau, avec HRC35-38.
Pour une durée de vie du moule d'un seau de peinture nécessitant plus de 3 millions, nous vous suggérons de choisir 2344 pour l'acier de la cavité et du noyau, avec HRC45-48.
Bien sûr, certains clients souhaitent atteindre une injection à grande vitesse avec un temps de cycle plus court, nous suggérons d'utiliser un insert BeCu dans le haut du noyau, le fond de la cavité et le curseur.
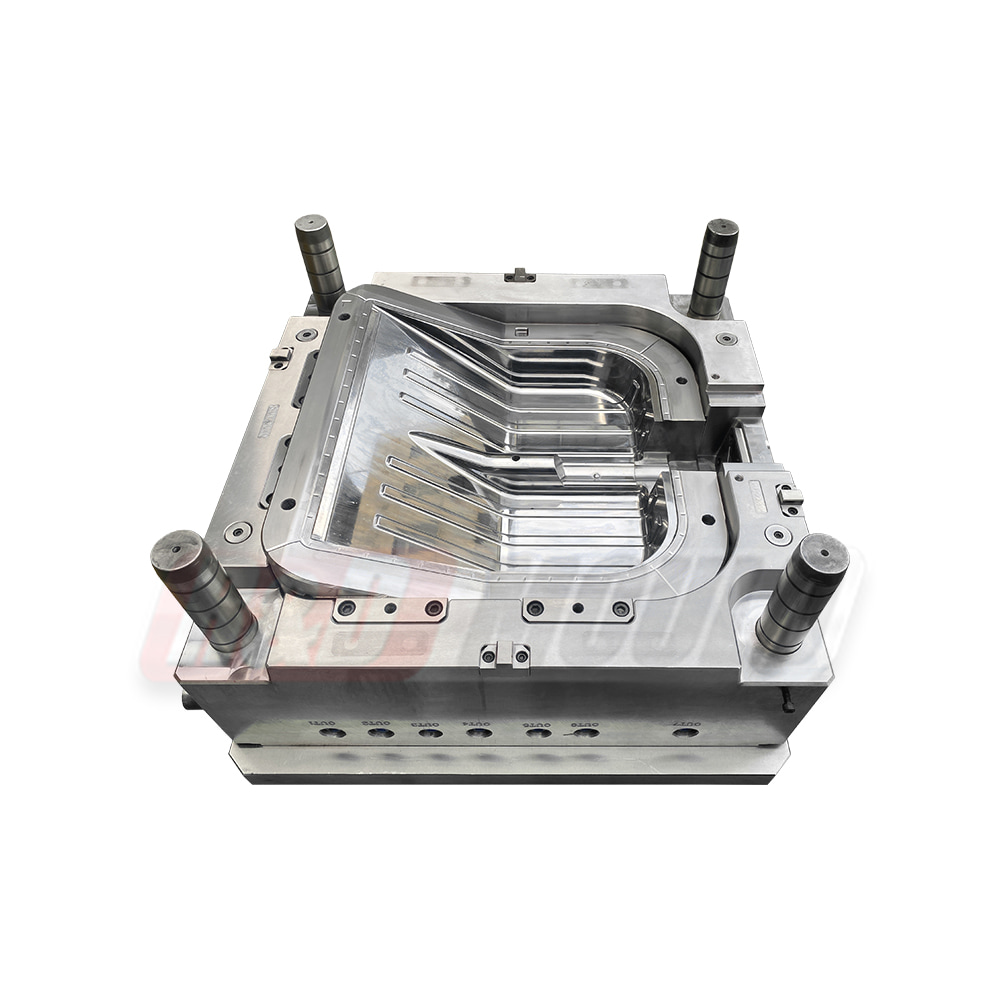
3. L'outillage de précision garantit une injection et un flux de matériaux uniformes.
Le noyau du moule du seau de peinture est excentrique, ce qui fait que l'épaisseur de la paroi du seau n'est pas uniforme et que le seau n'est pas centré.
Ce problème est très courant, mais virulent pour la durée de vie du moule.